Инженерный рывок в 6МХ
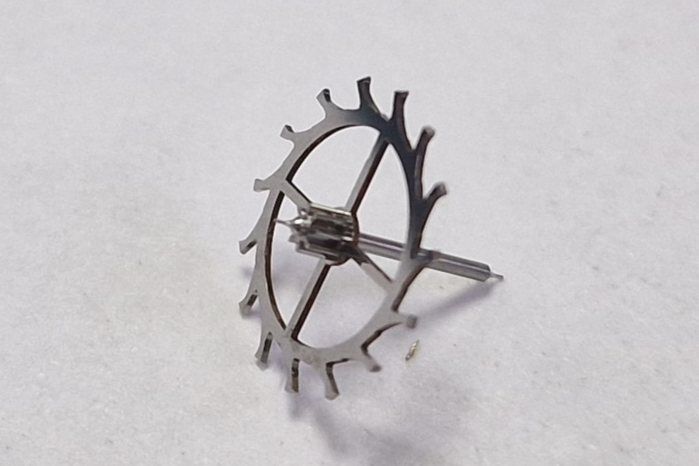
На московской мануфактуре 6МХ справились с задачей, которая считается на несколько порядков более сложной, чем производство механизмов: разработали технологию создания инструмента для изготовления анкерного колеса. Анкерное колесо – одна из самых критичных для точности хода деталей часов. Она имеет сложную форму зубьев, а от точности ее изготовления во многом зависит точность хода часов. Компаний, кто изготавливает спусковое колесо и другие детали узла спуска (баланс, спираль) в мире еще меньше, чем производителей часовых механизмов, чуть больше десятка. А создание инструмента для них считается задачей уникальной. Московская мануфактура 6МХ входит в число этих уникальных предприятий.
6МХ имеет полный цикл производства морских хронометров и высокоточных малогабаритных часов «Палубные». Технологический процесс был освоен еще в советское время, однако со временем оборудование и инструмент изнашиваются. Когда потребовалось обновить оснастку для изготовления анкерного колеса выяснилось, что ни на одном предприятии в России не осталось людей, способных это сделать. Методики проектирования тоже не сохранились.

Проблема в том, что зубья анкерного колеса имеют сложную геометрию. При старой технологии анкерные колеса делали на многошпиндельных станках, в несколько проходов. Процесс требовал ультраточной настройки нескольких фрез, был медленным, и не избавлял от ошибки по шагу между зубьями, что для анкерных колес недопустимо.
Специалисты 6МХ спроектировали и изготовили фрезу, которая за один проход позволяет получить 16 деталей. Червячная фреза чем-то похожа на шнек мясорубки. Она имеет особую форму, вращается синхронно с заготовками, и буквально за минуту обрабатывает пакет деталей с высокой точностью. Испытания подтвердили улучшение геометрических параметров нарезаемого профиля зуба.
Сложность задачи состояла и в проектировании конфигурации фрезы, и в ее изготовлении. Фреза делается из твердого сплава. Чтобы ее изготовить, необходимо сделать инструмент первого порядка, - алмазный круг, - а для изготовления самого круга нужно сделать 3 особых резца и накатной ролик. Причем алмазных кругов требуется два: черновой и чистовой.

Конструкторский отдел 6МХ успешно справился с задачей. Здесь не просто изготовили фрезу, а разработали методику проектирования подобного сложного инструмента. Теперь завод вошел в числе немногих организаций, которые способны проектировать специальный режущий инструмент для зубофрезерования: червячные фрезы для колес часового и эвольвентного профиля, фрезы постоянной установки для нарезания колес с несимметричным профилем зуба.

Подобный опыт – бесценен. Он показывает, что российские часовщики возвращают компетенции, которые были утрачены в 1990-х, во время развала отрасли.